鋳造歴史物語 Vol.5 飛躍の原点
メーカーの基盤として製造の現場を特に重視し、製造技術を研鑽し続けてている弊社。現在、そして未来へとつながる歴史物語を紐解きます。

常に見つめ直すもの
モーターサイクル、船外機、そして産業用無人ヘリコプター。
文字通りの陸海空を舞台に、ヤマハ発動機は躍進し続けた。
時代の歩みにつれて高効率化が求められ、自動化・機械化が進む。
しかしヤマハ発動機の鋳造技術者たちは、原点を決して忘れなかった。
先達が汗を流して積み重ねてきた、経験という貴重な資産を──。
ここに、巨大な棚がある。棚には、無数の引き出しがある。体系的に整然と並べられている引き出しもあれば、一見すると無法則かつ無造作に配置されているかのような引き出しもある。ある引き出しをそっと開けると、その瞬間に光が放たれ、進むべき道を明確に示す。別の引き出しは、開けても光が漏れることはなく、音も聞こえず、ただ静かに閉ざされてしまうだろう。けれど、ずっと後になって再び開けられた時、そこからは力強い光が溢れ、その時点での迷いや悩みをひと息に解決する可能性を秘めている。この巨大な棚は、ヤマハ発動機にある仮想の棚だ。そして無数の引き出しの中に大切に収められているのは、数々の成功や失敗に彩られた鋳造技術である。
より高精度に、より高品質に、より高効率に──。1980年代半ばになると、鋳造の現場にはじわりじわりと標準化・自動化の波が寄せ始めていた。しかし、ヤマハが創業以来長きにわたって得意としてきた2ストロークエンジンや、世界的にシェアを高めつつあった船外機、高性能ぶりが評価された自動車用エンジン、さらにはDOHC・5バルブ4ストロークエンジンなどにおける鋳造は、その複雑な構造ゆえに、容易に自動化できるものではなかった。そもそも鋳造自体が、人智ではそう簡単にコントロールできない自然現象なのだ。鋳造技術者たちのカンやコツが必要だった。
例えば2ストロークエンジンでは、更新型の製作ひとつをとっても並大抵のことではなかった。吸気ポート、掃気ポートの微妙な形状の違いが性能を大きく左右する2ストロークエンジンは、俗に言う「現場合わせ」で設計者が型を削りに来ることもあった。つまり、図面では表しきれない形状が性能を決めていたのである。
鋳造技術者たちは、設計者に「ポートの入口と出口はこの図面を参考に。真ん中? カッコよく作っておいて」などと言われ、「どうすればいいんだ」と頭を抱えることも少なくなかった。「従来と同じモノを作ってくれ」と言われ、図面通りに更新型を作っても元の性能が出ないこともざらだった。
複雑な形状をした船外機も同様で、「性能は木型屋さんが決める」とまで言われていた。アンダーカット形状を鋳物に鋳込んで後で取り外すルーズピースも用いられた。ルーズピースは、人の手によってセットされる。当時、船外機を担当していたヤマハ発動機の鋳造技術者は、他社の技術者に「よくもまあ、こんなに生産性の悪いことをやってますね」と半ば呆れられたが、そうしなければ船外機の鋳造は成立しなかったのである。陸・海・空を舞台に多岐にわたるヤマハ発動機の鋳造部品は、どれもこれも難題ばかりで、最後のツメの部分では現場に長く携わり続けていた人々の経験値がどうしても必要だった。

わずかな掃排気ポート形状の違いが大きく性能を左右する2ストロークエンジンは、職人技とも言うべき技術が人を介して伝承され、創業以来ヤマハが得意としていた。1981年登場のRZ350は「ナナハンキラー」とも呼ばれるほどの高性能で各国の熱烈なファンに支持され、2ストロークスポーツバイク人気を飛躍的に高めた。
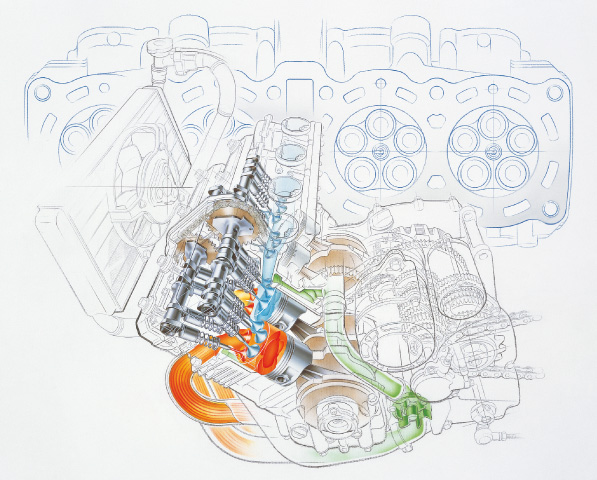
1984年にデビューしたFZ750は、並列4気筒・DOHC・5バルブエンジンを搭載していた。吸気効率に優れた5バルブ(吸気3・排気2)は、レースからストリートまで幅広い走行条件下で高性能を発揮した。長年の研究開発の末に採用された5バルブは、4ストロークエンジンでも覇権を握ろうとするヤマハ発動機の強い意志の表れだった。
やがてヤマハ発動機は4ストロークエンジンの開発を本格化させる。1984年秋に発表したスーパースポーツ「FZ750」は4ストモデルのフラッグシップで、DOHC・5バルブエンジンを搭載していた。吸気3バルブ、排気2バルブを配置することで、理想的な球状に近い燃焼室形状を実現するなど、多くのメリットが謳われた。このエンジンを実現するために、当時の鋳造技術者たちはカンやコツだけに頼るわけにいかなくなった。設計図面通りに型を作っても、どうしても設計者が狙っていた燃焼室の容積が得られない。ひときわ緻密さが必要な4ストロークエンジンでは、職人のセンスよりも理屈に合った数値が求められた。いよいよ3Dデータ化が不可欠となった。
コンピュータが性能を向上させ、解析技術が大幅に進化し始めた時代だった。だが、いくら優れた解析ツールがあったとしても、複雑な鋳造においてより正確な解を導き出すためには、膨大なパラメータを設定しなければならない。パラメータ値を変え、そのつど実際に起こる現象とていねいに照らし合わせ、適正な値を見つけていく。気の遠くなるような作業を淡々とこなす能力を備えた者が、解析の礎を作っていった。解析を始めた当初は、コンピュータの性能が低かったこともあり、工場のスタッフからは「そんなもので分かるのか」と言われた。実際に、解析には1モデルに2週間もの時間がかかっていた。
ヤマハ発動機の鋳造現場では「1発度」という言葉が使われる。1回目のトライで何%成熟するかを表す数字だ。1発度が100%に近ければ近いほど、効率のよい生産準備が可能になったことを示す。当時のコンピュータ解析による1発度は40~50%程度で、「解析するより実際に作ってしまう方が早いな」などと揶揄された。それでも、設計現場でCAD/CAMが猛烈な勢いで進化し効率を高めていく中、鋳造現場でも3Dモデリングやコンピュータ解析、そして自動化が進んでいくことは間違いなかった。「新しいもの」に魅力を感じるヤマハ発動機の技術者ならではの素朴な好奇心にも後押しされ、それらは力強く推進されたが、現場の経験値が重視され、それらに照らし合わせることを忘れなかった。現実から乖離した「技術のための技術」にはならなかったのである。
「鋳造は、人智では容易にコントロールできない自然現象である」。ヤマハの鋳造技術者たちは、常にそう考えている。彼らは「鋳造は難しい」「鋳造はそう簡単にはうまくいかない」と言った後に、「だから面白いしやり甲斐がある」と楽しげに続ける。時代が進むにつれて製品の形状はどんどん複雑化し、高精度であることと同時に、コストダウンのための高効率化が求められるのが鋳造だ。高度な要求に応えるためには、初期段階ではどうしても鋳造欠陥が避けられない。それをクリアするために、新たな工法を開発する──。まさに自然現象とのいたちごっこを繰り返しながら技術力を高めていくその過程は、刺激的であり、技術者たちを没頭させた。鋳造には人智の及ばない面がありながら、ブレイクスルーを起こすのは熱を帯びた人智でしかないのだ。
例えば、こんなエピソードがある。2ストークの低圧鋳造で燃焼室を製造するにあたって、いくら加圧しても溶湯が凝固しないという事態が発生したことがあった。何回トライしてもうまく凝固しない。しまいには金型が真っ赤に加熱され、シェルがボロボロに崩壊し、溶湯が流れ出てしまう始末だった。原因が分からない。眉をしかめ、頭をひねる若き技術者のもとに先輩技術者がやってきて、こう言った。「2つのストークを、同時に湯が上がっていくわけじゃないんだよ。ストークの抵抗にわずかな差があって、溶湯が重力と温度差で対流し、いくら加圧しても凝固しないんだろう。それしか考えられないよ」。理屈としては想像しづらいことだったが、現実に起きた現象から逆算すると、確かにその通りだった。その言葉をきっかけにして、問題は解決した。先輩技術者は、鋳造機の中で起きている直視できない事象を、いわゆる「カンピュータ」で看破したのである。こういった事例は、鋳造の現場ではしばしば起きた。そのつど、後輩には先輩が天才に見えた。
だが先輩たちは、現実に起きた現象の中に答えを見出していただけなのだ。それがカンの内訳である。そして多くの場合、カンは正解だった。時代の流れに乗って鋳造現場も機械化や自動化が推し進められていったが、原点は「熱して溶けたアルミを型に入れ、凝固させて狙い通りのカタチにする」ということなのだ。すべての答えは、鋳上がってきたモノの中にある。決してコンピュータの中にあるわけではない。モノとじっくりと向き合えば、何をすべきか分かる。「素形材を大事にせよ」と言ったのは、ヤマハ発動機の創業者である川上源一だ。現実を直視し、現実を重視しながらモノ造りに取り組む姿勢は、脈々と受け継がれていた。

あえて困難に立ち向かうのが、ヤマハの鋳造現場の常である。「やってやる」という情熱を原動力に、高次元の試行錯誤が繰り返される。成功からも失敗からも知識と経験を得て、「次へ、その次へ」とそれらを生かしていく。貪欲な向上心こそが、時代が流れても決して変わることのないヤマハのマインドだ。
コンピュータのパフォーマンスアップに伴って解析技術が向上し、適材適所での自動化も進んだ。その流れは80年代半ばから現在に至るまで継続しており、「1発度」も飛躍的に高まっている。モーターサイクル用フレームといった大物部品の鋳造技術を確たるものとするなど高度化しながら、さらに進化を遂げようとしている。だが今も、ヤマハ発動機の鋳造技術者たちは、巨大な棚の前に立つ。そして、その仮想の棚にある無数の引き出し──先輩たちが額に汗しながら積み重ねた経験──をそっと開け、中を覗き込むのだ。そこには輝ける成功もあれば、惜しくも形にならなかった失敗もある。そのすべてが、辿り直す価値のある貴重な道程なのだ。(つづく)
